
掌握市政管道核心技术


电 话:0851-38111888
传 真:0851-38111888
手机:157-0300-7718(销售部赵经理)
地 址:贵州省安顺市平坝区夏云工业园龙腾路1号

2.5小时左右(共约8小时),严禁提前开机生产。2.1.3按生产要求更换成型模具,机头或模头。 (1)整体安装机头;A、开机:开启机头1-7区加热段,设定温度为220度,加温时间为5-6小时后才能顶出机头。B、生产过程中: 1-7区加热段继续加温,停止8-22区加热段停止加温,约3小时后才能顶出机头 (2)换模头: A、开启机头18-22区加热段,设定温度为220度,HDPE双壁波纹管价格加温时间为4-5小时后才能进行拆装。 B、在换上内、外层的模头时,须按标准调节好间隙尺寸,升温6小时后再次拧紧各处固定螺丝,然后分别转动内、外层的口模,观察口模沿丝口方向是否运动自如,沁阳HDPE双壁波纹管防止固定螺丝拧的太紧。
3、棉纱4、毛刷5、润滑剂6、挡板7、撬棍8、缆绳9、导链10、塞尺;14、HDPE双壁波纹管的管道与检查井应采用什么样的连接方式?宜采用柔性连接,沁阳HDPE双壁波纹管认为也可以采用承插管件连接,要求不高时可直接砌进检查井壁中;MUHDPE合金管15、为保障HDPE双壁波纹管的管道与检查井壁结合良好,宜采用什么施工方法?可采用中介层作法,在管道与检查井相接部位,外表面预先做好用聚乙烯粘接剂,HDPE双壁波纹管价格粗砂做成的中介层,然后用水泥、砂浆砌入检查井壁内。中介层的长度视管道砌检查井内长度而定,通常240MM。

5、材料卡压式接口DN≤50可按Ⅱ系列选用,DN>50选用Ⅰ系列;工作压力应≤1.6MPa;不宜与其它材质管材、管件、附件相接,若相接应采取设置转换接头等防止电化学腐蚀的措施;嵌墙敷设时宜采用覆塑薄壁不锈钢管七、热浸镀锌钢管1、沁阳HDPE双壁波纹管建材知识热镀锌是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢铁制件进行酸洗,为了清理钢铁制件表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命较长等优点。2、常用规格公称直径:DN15、DN20、DN25、DN32、DN40、DN50、DN65、DN80、DN100、DN150、DN200、DN250、DN300 3、链接方式DN≤80mm螺纹连接;DN≥100mm沟槽式卡箍连接。4、适用规范、标准《低压流体输送用焊接钢管》GB/T3091-2001《输送流体用无缝钢管》GB/T8163-2018八、焊接钢管1、建材知识焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管,焊接钢管采用的坯料是钢板或带钢。焊接钢管比无缝钢管成本低、生产效率高。2、常用规格公称直径:DN15、DN20、DN25、DN32、DN40、DN50、DN65、DN80、DN100、DN150、DN200、DN250、DN300、DN350、DN400、DN500、DN600、DN700、DN800、DN900、DN1000、DN12003、链接方式DN≤80mm螺纹连接;DN≥100mm焊接或法兰连接4、适用规范、标准DN≤80mm螺纹连接;DN≥100mm焊接或法兰连接《低压流体输送用焊接钢管》GB/T3091-20085、HDPE双壁波纹管价格材料一般用于循环冷却水管道、压力排水管道及厂房、高层建筑雨水管道。

管道清洗的结果将直接影响高密度聚乙烯管道的横向质量。沁阳HDPE双壁波纹管因此,在正式的交叉实验中,当交叉实验截面的划痕深度≤1 mm,交叉电阻≤150 kN /km时,清洗结果为合格。用变径机将衬套缩小四级等径平均直径,缩小直径的限制控制在百分之5-12。牵引头缩径后固定在HDPE波纹管,用绞车将双壁波纹管通过电缆后牵引速度控制在15 ~ 18分钟。管道穿越完成后,再次检查管道穿越质量。穿越衬管时,每个穿越段所用的双壁波纹管长度应有不可避免的富余。内衬完成后,HDPE双壁波纹管价格认为应在端口处进行焊接,相邻的管段或配件应通过带有松动法兰的螺栓牢连接。

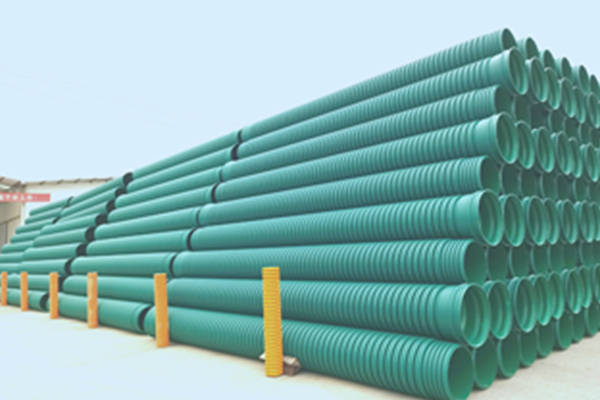
沁阳HDPE双壁波纹管施工比较方便,保护操作简单。在工期紧、施工条件差的情况下,其优势越来越明显。双壁波纹管使用高密度聚乙烯作为数据的管道可以比其他具有相径的管道通过大的流量。换句话说在相同的流量要求下,可以选择相对小口径的双壁波纹管。具有耐低温性和抗冲击性的双壁波纹管的脆性温度为-70℃。HDPE双壁波纹管价格一般情况下低温(30℃以上)施工时不需采取保护措施,冬季的话施工比较方便,HDPE双壁波纹管抗冲击性能突出。化学稳定性比较好,因为高密度聚乙烯分子没有及性,所以化学稳定性很好。

咨询热线
 AM 8:30-PM 5:30
AM 8:30-PM 5:30
0851-38111888
传真:0851-38111888
手机:157-0300-7718(销售部赵经理)
地址:贵州省安顺市平坝区夏云工业园龙腾路1号
官网:www.kmykjgz.com

扫一扫 进入手机网站

 贵公网安备 52042102000085号
贵公网安备 52042102000085号
